
对应用于激光打标中的控制管理系统进行了研究,根据其组成原理与工作原理,设计了以及声光调制器(AOM)驱动控制等功能。实验根据结果得出,该系统具有结构精简、集成度高、处理速度快,实现了对激光打标机的实时准确的控制。
脉冲光纤激光器因具备优秀能力的光束质量、较高的功率和功率密度、易冷却、高稳定性和可靠性等多方面优点,使其在激光打标、印刷、微机械加工、选择性切割、焊接、医疗、光信息处理等领域具有广阔的应用前景。激光打标是利用激光在有必要进行标记的工件表面刻蚀出具有一定深度或颜色的文字或图案等,从而在工件的表面留下永久性标记。作为一种现代精密加工方法,与腐蚀、电火花加工、机械雕刻、印刷等传统的加工方法相比,激光打标具有较大的优势,现已大范围的应用于集成电路芯片、金属名片、电子及通讯产品、食品包装等众多领域的图形和文字标记。
该设计以单片的FPGA芯片为核心,利用其出色的逻辑事物解决能力,替代单片机控制器完成部分功能,减轻单片机的负担;利用其快速的并行处理功能,可以同时处理多个控制指令,提高整个控制管理系统的响应速度。同时将一些外围数字电路集成在一起,可以使一些分离的元器件整合,以提高系统的可靠性。
光纤激光器根据是否在其谐振腔中加入调Q开关以及锁模器件,将其分为脉冲光纤激光器和连续光纤激光器。由于在脉冲光纤激光器的谐振腔内加入了开关调制器件,所以其输出的激光以高能量脉冲的方式输出,而连续光纤激光器则以连续的方式输出。
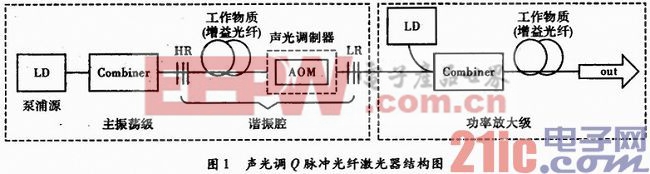
图1为声光调Q脉冲光纤激光器结构图。该结构与其他激光器的结构基本相同,由能产生光子的增益介质,使光子得到反馈,并在增益介质中进行谐振放大的谐振腔和激励光跃迁的泵浦源即半导体激光器(LD)。其中谐振腔是由高反光栅(HR)和低反光栅(LR)构成的正反馈机制组成。为实现脉冲式的激光输出,在谐振腔内加入了声光调制器(AOM)器件作为调Q开关,通过周期性改变谐振腔损耗,实现调Q激光脉冲输出。声光调制器由对激光波长透明的声光介质及换能器组成。常用的声光介质有熔融的石英、重火石玻璃等。换能器是将高频电信号转换为超声波。声光调Q器件置于激光器谐振腔中,当超声波在声光介质中传播时,介质会产生与超声波信号相应的、随时间和空间周期变化的弹性形变,因此导致介质折射率周期性变化,形成“相位光栅”。激光在超声场作用下发生衍射,由于一级衍射光偏离谐振腔而导致损耗增加,使激光振荡难以形成,高能级大量积累反转粒子。某一时刻突然撤去超声场,衍射效应消失,谐振腔损耗下降,激光脉冲形成。尽管利用调Q技术能轻松的获得相对高的能量脉冲输出,但在实际工业打标中其输出的能量还是不足的。为进一步提升脉冲光纤激光器输出的功率,在其输出端增加了光纤功率放大级,即采用主振荡功率放大结构即MOPA结构,如图1所示。其突出特点是:主振荡级主要是产生光束质量较好的种子光,并通过光纤耦合器传输到功率放大级;功率放大级主要对主振荡级输出的种子光利用双包层光纤放大技术对其进行功率放大;实现了在保证输出优异光束质量的同时又产生了高能量、高功率的脉冲输出。
控制系统模块设计思路:为实现脉冲光纤激光器能够实时、高效地控制,并使该系统具有一定的通用性和扩展性功能。为此,采用以单片FPGA芯片为核心实现总系统硬件设计,系统的原理框图如图2所示。
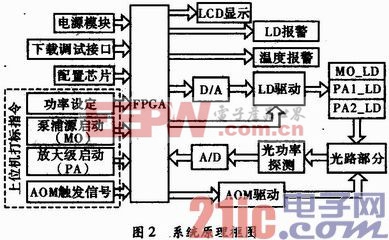
控制原理或过程:首先通过上位机打标软件,设置脉冲光纤激光器的基本信息参数,例如输出平均功率、声光调制器(AOM)的重复频率及打标方式等。经过数据处理后,通过并口传输给该控制管理系统。当FPGA检测到上位机发出的控制指令时,首先初始化其内部的功能模块,然后由各功能模块产生控制信号来有序地控制脉冲光纤激光器正常工作。






